Desde 1984, Minetek Air has been delivering cutting-edge, modular air management solutions tailored specifically for underground mining operations. Our dedication to innovation has continually pushed the envelope in mine ventilation technology, setting new standards for safety and operational efficiency in the industry. Minetek’s advanced ventilation systems are meticulously designed to ensure optimal airflow, mitigate hazardous gas build-up, and substantially improve air quality, thereby safeguarding worker health and boosting overall mine productivity.
Our achievements stem from decades of experience and a commitment to excellence in project delivery. We emphasise meticulous documentation, clear communication, and rigorous supply chain management supported by expert local teams for seamless implementation. Our global network of strategically positioned resources means we can tackle complex mining and industrial projects, offering comprehensive, turn-key solutions prioritising quality, service, and timely execution.
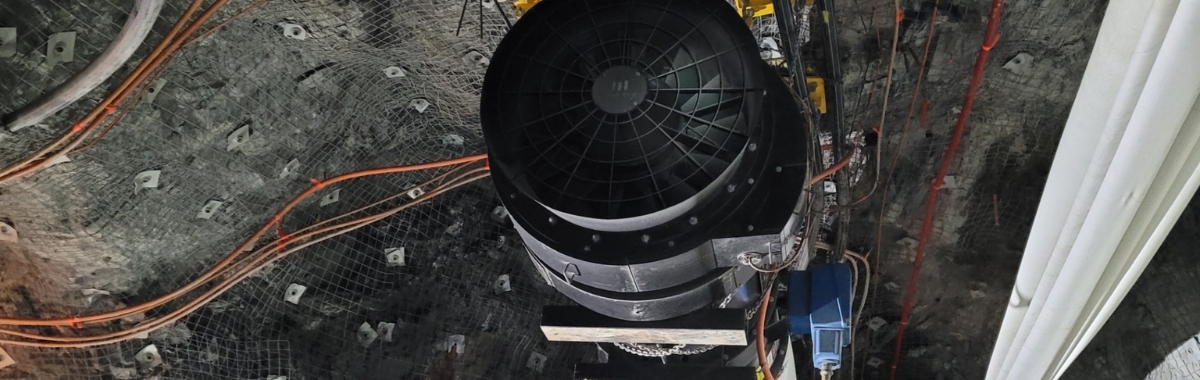
Australian Copper Mine
A prime example of this innovative mindset is our collaboration with one Australian Copper Mine. The client embarked on drilling extensions to the deposit at unprecedented depths of up to 1,500 meters, they encountered a significant challenge: the need for a specialised ventilation solution capable of supporting the extended decline development. The standard ventilation fans proved inadequate for the high-pressure conditions and size constraints at this depth. In response, Minetek Air provided a bespoke, patented ventilation solution that employed a single, high-efficiency fan specifically engineered to address these challenges.
This innovative solution delivered within a tight schedule enabled the mine to meet and exceed its development targets. The integration of our 375kW Auxiliary High-Output (H.O.) Axial Fan, equipped with a Performance-on-Demand (P.O.D.) system, Soft Starter, and Programmable Logic Controller (P.L.C.), optimised operational efficiency. As a result, the mine minimised shutdowns, reduced operational and energy costs, and experienced a remarkable 30% increase in production.
This achievement is just one of many examples showcasing Minetek’s unwavering commitment to advancing air management technologies in the mining sector—there are many more.
Australian Gold Mine
A Gold Mine in Orange, NSW, approached Minetek with a challenging problem: the need for a more durable ventilation solution to handle the severe dust conditions caused by their underground dumping and crushing processes. The mine’s existing 110kW single-stage axial fans struggled with high abrasion rates from airborne dust, resulting in rapid degradation and reduced operational lifespan, typically ranging from 6 to 12 weeks. The impellers in these fans wore down quickly, leading to frequent replacements and downtime.
Minetek stepped in to provide a tailored solution. We proposed our 90kW H.O. axial flow fan as a more robust alternative. This fan was designed to meet the demanding duty requirements while offering enhanced longevity and performance. The Minetek fan outperforms the standard axial fans in several key areas. It operates more quietly, is more compact, and features a unique design that allows dust to pass through with minimal impact on the equipment.
Our custom-designed fan incorporates a heavy-duty steel impeller capable of withstanding the toughest conditions without compromising on performance. The result was a ventilation solution that is estimated to last nearly seven times longer than the previous fans, significantly reducing the need for frequent replacements and associated downtime.
The success of this solution led the Mine to place an order for five Minetek fans, demonstrating the effectiveness and reliability of our technology. This project highlights Minetek’s ability to address complex ventilation challenges with innovative solutions, improving operational efficiency and longevity in even the harshest mining environments.

Western Australian Gold Mine
Another compelling example of Minetek’s innovative approach is our project with a Gold Mine in Western Australia, which sought to boost production and expand exploration capabilities. It was essential to address a bottleneck in the existing primary ventilation circuit to achieve these objectives.
Minetek was entrusted with the critical task of designing and implementing a primary booster fan system of unprecedented size and technology for the Australian mining industry. This project involved developing a new fan system, removing outdated equipment, and installing the newly designed fans.
Our team of experts worked tirelessly around the clock to meet the project deadlines, accomplishing the removal of the old equipment, the installation of the new fans, and their commissioning in just four days. Given the substantial size of the new fans, seeking approval from the Power Supply Authorities for testing before shipping was necessary.
The key features of the installed fans at the Mine include:
● P.O.D.: This system incorporates vane inlet controls that dynamically adjust ventilation flow and power consumption, optimising performance according to real-time needs.
● Impulse Bladed Impeller Equipment: Designed with an anti-stall chamber, this advanced impeller ensures consistent and efficient fan operation, maximising airflow while minimising performance issues.
● High-Power Motors: Each fan is equipped with a robust 1100kW/1000V motor, which uses power from the renewable power station, reflecting our commitment to sustainable energy solutions.
● Exceptional Airflow Capabilities: The fans deliver 280m³/sec at 3700Pa to meet current production requirements, with the capacity to achieve a maximum airflow of 350m³/sec at 4200kPa.
The successful completion of this project at the Mine not only met their immediate ventilation needs but also set a new benchmark for fan technology in the mining sector, demonstrating Minetek’s influence and leadership in the industry.

Conclusão
Our commitment to advancing air management technology continues to drive us to develop and implement solutions that meet the evolving needs of the mining industry, ensuring that we consistently deliver high-quality, effective, and durable solutions.
If you’re looking to optimise your air management strategies and ensure a safer, more efficient mining operation, connect with our AIR team today to discover how our innovative solutions can meet your needs.